One engine or two?
11 February 2014With new emissions regulations in many of the world’s most important markets increasing engine size, some manufacturers have dropped the upper engine on their cranes. At the same time, the regulations may pose problems for users working on oil and gas sites and those selling their cranes secondhand to the rest of the world. Will North spoke to three manufacturers about how they are designing all terrain cranes they have accommodated new engines, while retaining lifting capacity and roadability.
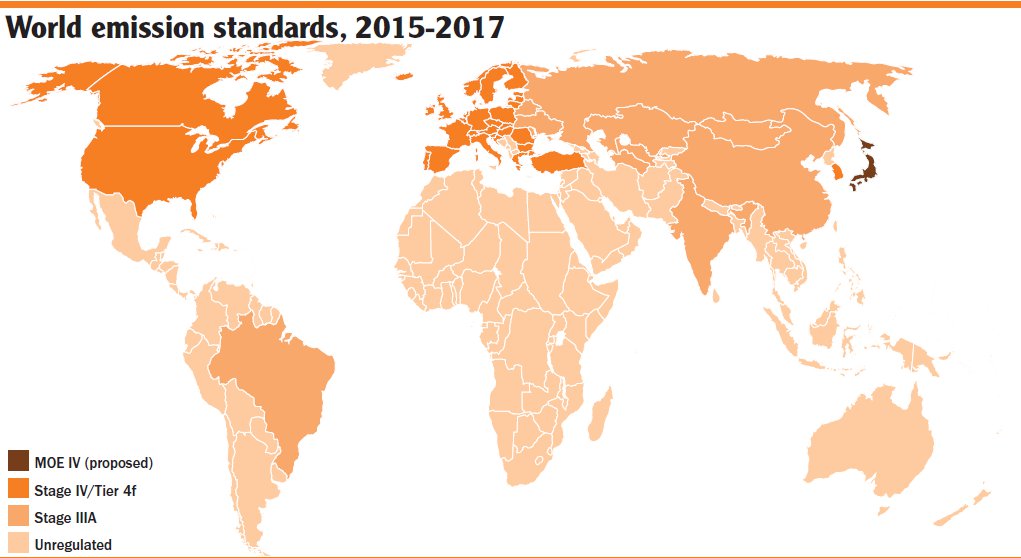
Recent years have seen rapid change in emissions regulations around, particularly in the most important crane markets. Talking to journalists earlier this year, Rudolf Ellensohn, managing director of Liebherr Bulle, the German manufacturer's in-house engines division, explained the recent changes: "The latest emissions legislation for offroad applications in Europe and the USA mean that there is no way around exhaust gas aftertreatment systems.
"In 2011 the provisions of emissions standard EC 97/67 stage IIIB and US EPA CARB Tier 4 interim came into force for engines of the output class 130 to 560 kW. These demanded that particulate emissions be reduced by about 90% and nitric oxides by 50%. To satisfy these specifications, both particulate filters and selective catalytic reduction (SCR) systems were employed. With SCR, the additive AdBlue, a water-based solution of urea, reacts with the unwanted nitric oxides to form harmless nitrogen and water vapour.
"In January 2014, the requirements are set to become even stricter with the introduction of the EU stage IV and US Tier 4 final standards. These both require a further 80% reduction in nitric oxides."
These changes have posed a series of challenges for crane builders. Many crane designers admit that the demands on engineering departments of fitting these larger engines, while retaining capacity and roadability, has eaten up resources that could have been spent on launching new cranes.
Spreading work, and wear
One of the questions the engineers have had to consider was whether to stick with a two-engine crane, with a large engine on the carrier and a smaller one on the crane, or to try a new approach.
Tadano are firmly in the first camp, believing that two engines offer considerable advantages over a single engine approach, primarily in terms of engine life. Product marketing manager Stefan Kahl explains, "Apart from providing double engine lifetime from the beginning of the investment, using the smaller upper engine for the many more hours of crane operation compared with the small amount of carrier engine hours, seems to be the best technical investment, rather than consuming the big carrier engine during many more hours of crane operation hours. [Using one engine] increases the use and wear of the large carrier engine by the factor of how many more crane hours are worked." Kahl points out that while the carrier engine may only work 200 hours a year, the crane engine may work 1,400 hours a year: a sevenfold increase in wear, if one engine does both jobs.
Using the smaller engine for lits has other advantages, Kahl says, "The fuel saving of a few litres of diesel per hour of operation adds up to a considerable amount of cost over the lifetime of the crane.
"Soft factors, like using the double engine system when a second power source is needed during emergency operation or just jump starting when a battery runs flat, offer additional benefits and cost savings.
"If we focus on efficiency, the two engine concept is unbeatable. This is especially so in bigger cranes, like the six-axle ATF 400G-6, in which the chassis engine has to move 72t. If that type of engine has to support the crane system in the upper, it is an easy calculation that it needs much more diesel fuel to be kept alive instead of a smaller six-cylinder engine.
One engine, for most tasks
Manitowoc's GMK6400 is, like Tadano's ATF 400G-6, a six-axle 400t all terrain. This crane, however, has just one engine for travel and lifting, with a small generator providing power for other needs.
Astrid Hagar-Guthrie, Manitowoc's global product director, all terrain cranes, is sure the company is onto a winner with the new design: "We were the pioneers of the single engine concept when other manufacturers were still skeptical, now others are following suit and I believe we will see this trend continue across the industry. In fact two of the features that won the GMK6400 the ESTA innovation award at Bauma were the single engine concept and the fuel saver, a sign that we are on the right track.
"With the single engine concept we are making use of the reduced fuel consumption of a bigger volume engine by optimising the engine operation point. At the same capacity that amounts to a reduced total fuel consumption in a bigger engine of up to 7%
"During idle time our engine software monitors the last joy stick activity and reduces, then switches off the big diesel engine. Once this happens the optional fuel saver comes on and can keep the operator comfortable by powering the A/C, radio and lights, something that would normally be done by letting the big engine idle.
"The fuel saver is a small diesel generator, which uses about 2.5l of fuel an hour, whereas the main engine when idling uses 7.5l an hour, a savings of about 5l an hour. This is particularly important on bigger cranes, which typically have longer idle times than small taxi cranes. Smaller cranes arrive, work, then leave, while larger cranes often wait longer for other operations to complete.
"So with the main engine operating less, the fuel saver helps reduce service intervals, maintenance and wear and tear on the big engine."
As well as saving customers money in terms of fuel and maintenance, Hagar-Guthrie believes the single-engine approach will save the crane builder time when emissions regulations change again. She says, "During every emission level the exhaust system gets bigger and heavier and the conversion of two engines is naturally more costly, requires more effort and more weight and space that can be invested elsewhere on the crane to optimum effect. Also with any new emission regulations, we will now only have to convert one engine instead of two."
Selling around the world
The pace of change of emissions regulations isn't just a problem for crane builders looking to sell new machines, but also potentially for crane users in highly regulated markets who will, a few years down the line, be looking to sell their secondhand cranes to other markets.
Engines compliant with highly regulated markets are designed to use ultra low sulphur diesel. However, this fuel is not available in most traditional secondhand crane markets.
The answer to this problem has been to adopt a modular approach, which allows easy adaptation to the needs of different markets. Liebherr's Ellensohn says, "With the EU stage IV and Tier 4 final, we offer a standardised basic engine that can be adapted to the emissions requirements in the different markets and regions by minor modifications or by fitting exhaust gas aftertreatment systems.
"Specifically, that means that the engines in the emission standards IIIA/ IIIB and IV have the same performance, the same parameters for the cooling system and the same interfaces for installation. That enables our customers (both internal and external) to substantially simplify their machine design by allowing engines with different emission standards to be exchanged in the same machine. That is an important advantage for any equipment that is used all around the world.
"For exhaust gas aftertreatment, Liebherr employs SCR technology exclusively for both stage IV and Tier 4 final. We employed both particulate filters and SCR catalytic converters for stage IIIB and Tier 4 interim, depending on the application concerned. Based on experience from the field with both systems, the requirements with respect to modularity, installation space, efficiency and service-friendliness we have selected SCR technology for the stage IV and Tier 4 final standards. At the same time, we have developed this system substantially further compared to the previous standard. The AdBlue additive is now injected into the exhaust gas together with air to ensure optimum atomisation. The result is very high efficiency factors and an effective reduction of nitric oxides.
"Ideal system integration and intelligent development solutions have enabled us to reduce untreated particulate emissions within the engine to a level below the specified limit. We no longer need a diesel oxidation catalyst (DOC), particulate filter (DPF) or exhaust gas recycling. That means that Liebherr is currently the only diesel engine manufacturer who satisfies the requirements of stage IV and of Tier 4 final without an diesel oxidation catalyst. With our "SCR only" solution, no deterioration or destruction of the exhaust gas aftertreatment system is to be expected even if the machine is run on fuel with a higher sulphur content. This is particularly beneficial for equipment rental suppliers. Stage IV and Tier 4 final equipment can also be used in countries where sulphur-free fuel is not always available.
"For special requirements where even stricter emissions limits such as the Swiss emissions standard are applicable, machines for tunnel construction or for operation in enclosed halls, the Liebherr SCR system is supplemented by a particulate filter."
Tadano and Manitowoc both use engines from third-party suppliers. Both say that these too well be able to be modified simply for resale.
One such manufacturer is Cummins. They have recently announced a new sulphur tolerance kit allowing export of used Tier 4 Interim and Tier 4 Final equipment into regions where ultra-low sulphur diesel (ULSD) is not available. The kit allows an engine to be operated on fuels containing far more sulphur than ULSD. This means that the engine can have a second life outside of North America and Europe.
The company said that the sulphur tolerance kit was intended to provide options to operators and dealers who may ultimately sell Tier 4 powered equipment in the used market, providing greater flexibility in the regions they deliver the equipment. The kit includes new engine calibrations and hardware.
Hugh Foden, Cummins' executive director off-highway business, said: "The introduction of the Sulphur Tolerance Kit allows customers to sell used Tier 4-powered machines into a non-emissionised country - helping to retain its resale value and ensuring that the next owner will experience the reliability and durability."
Hagar-Guthrie says, "A very important aspect apart from fuel efficiency, capacity and cost that we know our customers are looking at very closely is resale value. Therefore we are currently working with our engine suppliers to offer our customers a way to maximize the resale value of their crane by being able to reduce the T4f components so in the future our cranes can have a second life cycle and be sold to countries that do not have low sulphur fuel available."
Kahl says, "The performance requirements of diesel fuel are the same. The only possible difference is the type of engine system, allowing for more or less sulphur.
"Tadano favours an SCR technology for all terrain cranes, which is less senstive to sulphur compared with other engines using particle filters and exhaust gas recirculation systems.
"The Euromot 4 engines in future will use an exhaust gas recirculation system to meet requested exhaust emission characteristics. This was identified at Tadano already and is one of the ways to provide a down-grade solution, which then comply with lower emission standards.
Certified spark free
One final area of concern for some customers, eyeing lucrative contracts on oil and gas sites, for example, has been the question of whether a spark arrestor can be fitted to new cranes. The problem is that the new exhaust systems are sensitive to pressure, and engine manufacturers will not allow third party systems to be added.
This is, it turns out, a problem that solves itself. Hagar-Guthrie says, "For our Tier 4 interim engines, you don't need a spark arrestor anymore, the entire system acts as a spark arrestor. Our engines are certified by an independent source and certificates can be provided for job sites where this is a requirement."
Simone Stier, marketing manager, Liebherr, confirms this: "During the development of the new Liebherr Tier 4 final engines our engine facility in Bulle, Switzerland, made sure that the new SCRonly engines passed functionality tests regarding spark emissions. The tests showed that potentially occurring sparks are held back by the SCR system and are eliminated there. This allows our engines to be operated in difficult environments."